为了给您提供更全面的天台(本地)异型管精密异型管品牌专营产品信息,我们上传了最新的产品视频。看视频,选购不迷路。
以下是:天台(本地)异型管精密异型管品牌专营的图文介绍
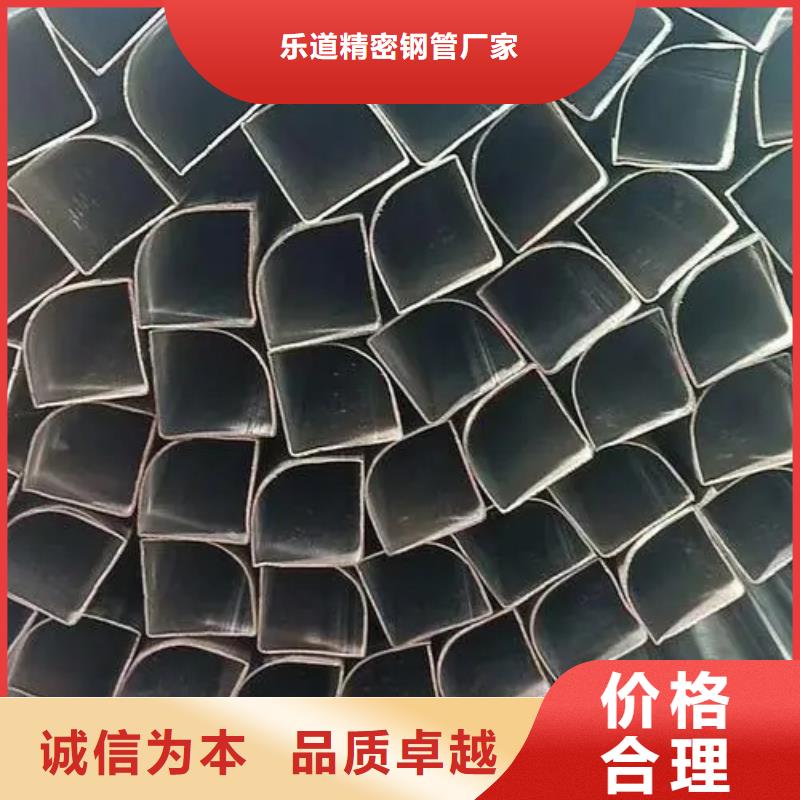
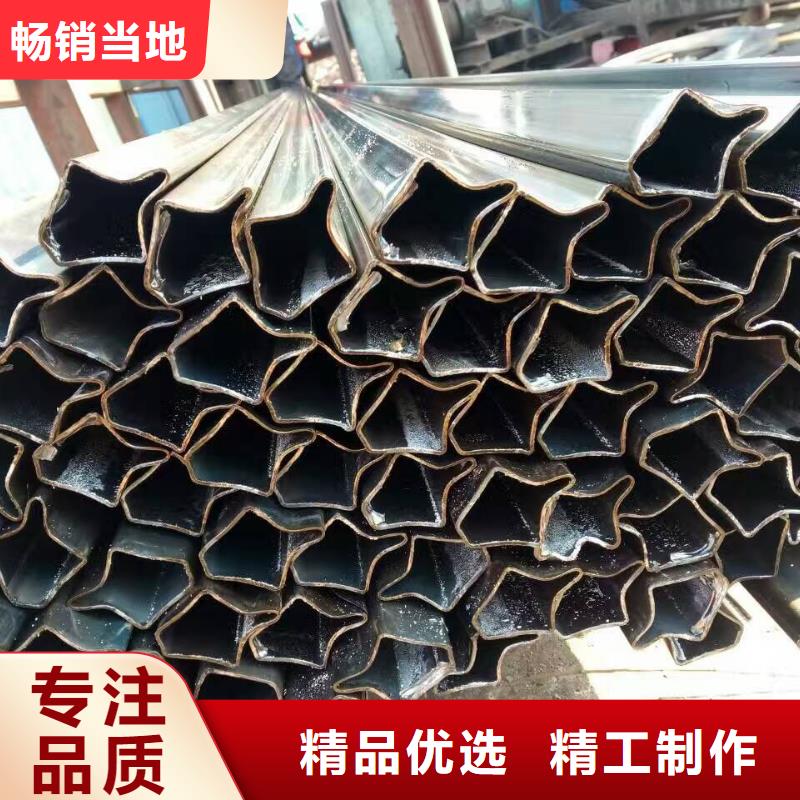
乐道精密钢管厂家有限公司拥有一支能文能武,高素质的 D形钢管、生产和技术研发团队,以精湛的技术工艺,精益求精的 D形钢管、产品获得众多用户认可。主营产品: D形钢管、。 拥有完善的 D形钢管、产品质量监督管理体系及完善的检测手段,坚持质量,交货及时,价格低廉,服务周到的原则。我们以雄厚的技术力量,以及灵活快捷的工作态度竭诚为您服务。 本公司服务宗旨:诚信服务、质量是生命!真挚的愿与各界朋友在 D形钢管、领域中,合作生产,共同发展!

异型管精密异型管品牌专营")
异型管精密异型管品牌专营")
天台异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
天台异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
天台异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
天台异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
天台异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
天台异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
天台异型管焊嘴与异型管间的距离以15-25mm为宜。
异型管精密异型管品牌专营")
异型管精密异型管品牌专营")
异型管精密异型管品牌专营")
天台异型管是如何进行抛光的利用异型钢管表面微观凸起在特定的电解液中和适当电流密度下,冷拔异型钢管退火与正火是常用的两种基本热处理工艺方法,主要用来热处理钢制毛坯件,戈续切削加工和终热处理做组织准备,因此退火与正火通常又称为预备热处理。对一邢件、锻件、焊件以及性能要求不高的工件来讲,退火和正火也可作为终热处理。
天台异型管退火是将工件加热到适当温度,保持一定时间,然后缓慢冷却的热处理工艺。其目的是消除异型钢管内应力;降低钢材硬度,提高钢材塑性;细化钢材内部组织,均匀钢材化学成分,为终热处理做好组织准备。根据精密钢管的化学成分和退火目的不同。
退火通常分为完全退火、球化退火和去应力退火等。在机械零件的制造过程中,天台异型管一般将退火作为预备热处理工序,并安排在铸造或锻造等工序之后、粗切削加工之前,用来消除前一工序中产生的某些缺陷,为后续工序做好组织准备。异型钢管退火工艺与正火工艺的加热温度范围,部分退火工艺曲线与正火工艺。
异型管精密异型管品牌专营")
异型管精密异型管品牌专营")
天台异型管产量较大幅度增长,作为业内人士,一定要认清产量与需求的关系。我国钢铁行业是充分竞争的行业,是受需求拉动的行业,钢铁产量的高低不由供方来决定,而是取决于市场的需求。
据统计,今年1月~8月,天台异型管产量增加了9.1%,增产5546万吨,净出口减少99万吨,增量都用于满足国内钢铁需求,其中2/3用于满足建设领域的需求增量;GDP、工业增加值增幅比之前略有回落,但是基建和房地产投资增速比去年增加。这种超预期的表现极大拉动了钢铁行业的需求,而我国钢铁业满足了国民经济发展中生产建设对钢铁材料的供给要求。如果没有钢铁产量的增长,是无法实现目前的建设规模的,依靠大量进口钢材进行生产建设也肯定是不切实际的。另外,还要防止由于投资和房地产拉动出现违规新增产能;防止一旦经济环境恢复正常,经济转型加快,钢材需求量减少后出现恶性竞争。
异型管精密异型管品牌专营")
异型管精密异型管品牌专营")
异型管精密异型管品牌专营")




 扫一扫
扫一扫